- P20 HH
Standards : X153CrMoV12
| Element | Content (%) |
|---|---|
| Carbon (C) | 0.28 – 0.40 |
| Manganese (Mn) | 0.60 – 1.00 |
| Silicon (Si) | 0.20 – 0.80 |
| Chromium (Cr) | 1.40 – 2.00 |
| Molybdenum (Mo) | 0.30 – 0.55 |
| Nickel (Ni) | 0.90 – 1.20 |
Grade Brief
P20 High Hard (HI HARD) is a premium grade tool steel widely used in the mold-making industry for plastic injection moulding and die casting applications. This material is distinguished by its exceptional polishability, making it suitable for producing molds that require a mirror-like finish.
Produced through advanced melting and refining techniques, P20 HI HARD offers a homogeneous microstructure, high cleanliness, and excellent structural integrity. Rigorous tool steel quality testing ensures reliable, defect-free performance in demanding tooling environments.
Supplied in the pre-hardened condition to a hardness range of 352–461 BHN (approx. 36–48 HRC), P20 HI HARD eliminates the need for additional heat treatment, providing consistent and uniform hardness across large cross-sections. Its balanced alloy composition contributes to toughness, wear resistance, and dimensional stability during machining and service life.
Key Properties
- Pre-hardened to 352–461 BHN (36–48 HRC)
- Excellent polishability for mirror-finish molds
- High cleanliness and homogeneity
- Uniform cross-sectional hardness
- Good machinability and toughness
- Reliable for medium- to long-production mold runs
Mode of Supply
Kuber Multi Metals is the largest stockiest and supplier of P20 HH Steel in flat, square and round bar. We provide steel in all sizes as your requirements. P20 HH die steel is available in flat, square and round shape. Consult our team who will assist you for P20 HH steel query.


Steel Properties
P20 / DIN 2311 /AISI P20 is the Pre Hardened Plastic mould steel hardness distributed evenly in large cross sections that have excellent weldability with least hardness elevation, good mirror polishability and less streak texture making finishing easier. Size Section availability upto 255mm thickness. Supply hardness is 240-280 BHN.
| Property | Value / Range |
|---|---|
| Hardness (pre-hardened) | 352 – 461 BHN (≈ 36 – 48 HRC) |
| Tensile Strength | 1,000 – 1,300 MPa |
| Yield Strength | 800 – 1,100 MPa |
| Elongation (in 50 mm) | 15 – 20 % |
| Impact Strength (Charpy V) | 20 – 25 J (at room temperature) |
| Modulus of Elasticity (E) | ~ 210 GPa |
| Density | 7.85 g/cm³ |
| Thermal Conductivity | ~ 29 – 33 W/m·K |
Physical Properties
| Temp. Range (°C) | 20–100 | 20–150 | 20–200 | 20–250 | 20–300 | 20–350 | 20–400 | 20–450 | 20–500 |
|---|---|---|---|---|---|---|---|---|---|
| Expansion Coefficient | 12.7 | 12.8 | 13.1 | 13.3 | 13.6 | 13.7 | 13.8 | 14.0 | 14.3 |
| Temperature (°C) | 23 | 150 | 300 | 350 | 400 | 500 |
|---|---|---|---|---|---|---|
| Conductivity | 32.0 | 32.8 | 31.4 | 30.2 | 29.6 | 27.5 |
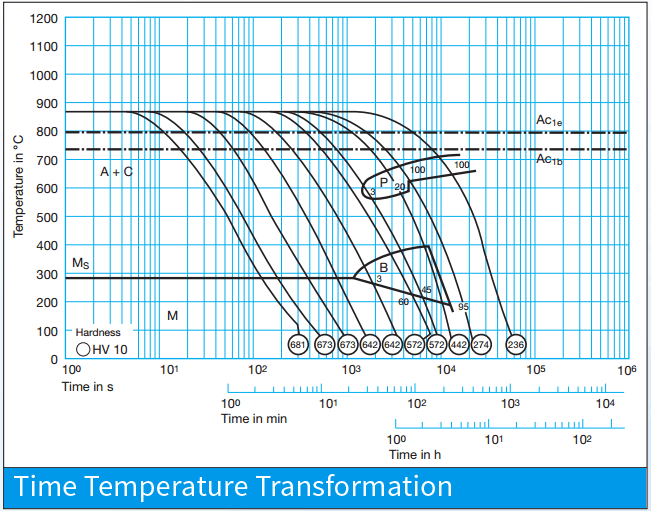
Heat Treatment & Processes
Heat Treatment
During the carburizing process, P20 / DIN 2311 / AISI P20 tool steels are heated to 871-899°C (1600-1650°F) in the carburizing medium. After carburizing, these steels are heated to 816-871°C (1500-1600°F) to harden, then held for 15 minutes before being oil quenched.
Hardening
Heat the steel consistently to 820-840°C until completely heated. Soak in oil to cool.
Forging
Heat gently, giving the steel enough time to heat all the way through. start forging at 1050 degrees. Never forge below 930°C, reheating as needed. After forging, allow it to progressively cool.
Stress Relieving
To reduce machining stresses when dies are substantially machined, stabilizing is advised right before finishing machining. 460° to 500° Celsius. Good soaking followed by air cooling is advised.
Normalizing
Heating uniformly to 900°C for P20 / DIN 2311 / AISI P20 steel.
Annealing
Heating consistently to 770–790°C for P20 / DIN 2311 / AISI P20 annealing. Good soaking, gentle cooling in the boiler.
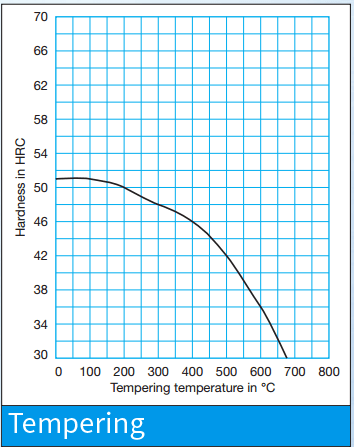
Tempering
Heat evenly and soak for at least one hour for every 25mm of section at the tempering temperature. Allow it to cool in a cool air.
Welding:
P20 / DIN 2311 / AISI P20 tool steels are welded using traditional techniques.
| Annealing Temp (°C) |
Cooling | Max. Hardness (HB) |
Extra Column 1 |
Extra Column 2 |
|---|---|---|---|---|
| 710 – 740 | Furnace | 235 | Value A | Value B |
| Hardening Temp (°C) |
Quenching Medium |
Hardness After Quenching (HRC) |
Extra Column 1 |
Extra Column 2 |
|---|---|---|---|---|
| 840 – 870 | Polymer or Oil | 51 | Value C | Value D |
| Tempering Temp (°C) |
100 | 200 | 300 | 400 | 500 | 600 | 700 | Extra Column 1 |
Extra Column 2 |
|---|---|---|---|---|---|---|---|---|---|
| Hardness (HRC) | 51.5 | 50.2 | 48 | 46.2 | 43 | 39 | 29 | Value E | Value F |
Application
Plastic injection mold cavities, Compression and transfer molds, Die casting dies (for zinc and aluminium alloys), Structural mold components require durability and polishability.
Conclusion
P20 High Hard (HI HARD) steel is a superior grade of mold steel crafted to be used in precision tooling where fine finishes are needed, as well as strength, polishability, and dependability. It is sold in the pre-hardened form with a hardness level of 36 – 48 HRC, such that it can be used without further heat treatment to provide consistent performance. Its outstanding cleanliness, hardness, and capability to produce a mirror finish are the main reasons why it is a reliable alternative in plastic injection molds, die cast dies, and quality mold components. P20 HI HARD, with its mechanical strength, machinability, and wear resistance, is among the most reliable steels to use in long-term and high-performance mold-making.
Addition to other Grades
HCHCR-D2 Steel , HCHCR-D3 Steel , P20+Ni Steel , P20 Steel , P20 HH , Stavax ESR , DB6 Steel , H13 Steel, H11 Steel, H21 Steel, H10 Steel, H12 Steel, M2 Steel, M35 Steel, M42 Steel, T1 Steel, C 45, MS Steel, En 31, En 24 , En 353 , En 19 , En 8 , En 8D , En 9 , En 47 , 20 Mncrs , SAE8620 , DIN 2379 Steel, DIN 2080 Steel, DIN 2738 Steel, DIN 2311 Steel, DIN 2714 Steel, DIN 2344 Steel , DIN 2343 Steel, DIN 2581 Steel, DIN 2365 Steel, DIN 2606 Steel, DIN 3343 Steel, DIN 3243 Steel, DIN 3247 Steel, DIN 3355 Steel , AISI D2 Steel, AISI D3 Steel, AISI P20+Ni Steel, AISI P20 Steel, AISI L6 Steel, AISI H13 Steel, AISI H11 Steel, AISI H21 Steel, AISI H10 Steel, AISI H12 Steel, AISI M2 Steel , AISI M35 Steel, AISI M42 Steel , AISI T1 Steel
